



 网架、钢结构
网架、钢结构
 干式气柜 焦炉气柜 铁合金气柜 瓦斯
干式气柜 焦炉气柜 铁合金气柜 瓦斯
 D80型伸缩缝
D80型伸缩缝
 回收油漆,油漆回收
回收油漆,油漆回收
 土壤污染治理 土壤修复费用 土壤
土壤污染治理 土壤修复费用 土壤
 大连车床 大连机床 车床厂家 普车
大连车床 大连机床 车床厂家 普车
 智慧路灯厂家 智慧路灯平台 智慧路
智慧路灯厂家 智慧路灯平台 智慧路
 硬质合金刀片,钨钢,钨钢圆棒
硬质合金刀片,钨钢,钨钢圆棒
 850加工中心,855立式加工中心,加工
850加工中心,855立式加工中心,加工
 混凝土外加剂,减水剂,混凝土减水
混凝土外加剂,减水剂,混凝土减水
6136普通车床 6140普通车床 6150普通车床 6163普通车床 6180普通车床 沈阳数控车床 沈阳普通车床 850加工中心 855加工中心 1160加工中心 1370加工中心 1580加工中心 6150车床 6180车床 数控斜车
6136-2CA6236-2CA6136CA6236床身上最大回转直径mmφ360φ360φ360φ360床鞍上最大回转直径mmφ210φ210φ210φ210马鞍槽内回转直径mm φ500 φ500马鞍槽内有效利用长度mm 160 160最大加工长度mm650/850650/850650/850650/850主轴孔mmφ53φ53φ53φ53主轴头型式mmC6C6C6C6主轴正转r/min12级正45-200012级正45-200012级正37-160012级正37-1600主轴反转r/min12级反45-200012级反45-20006级反102-15706级反102-1570横向进给种数mm20204040纵向进给种数mm20204040横向进给范围mm 0.04-0.880.04-0.880.04-1.280.04-1.28纵向进给范围mm0.05-1.120.05-1.120.05-1.60.05-1.6螺纹种类

6140是一种在原C620型普通机床基础上加以改进而来的卧式车床,C代表车床 A为结构特性代号,用以区别C6140, 6代表卧式,1代表基本型,40代表最大回转直径400MM,是机械设备制造企业所需的设备之一。
6140普通卧式车床的组成及功能
(1)主轴箱。它固定在机床身的左端,装在主轴箱中的主轴(主轴为中空,不仅可以用于更长的棒料的加工及机床线路的铺设还可以增加主轴的刚性),通过夹盘等夹具装夹工件。主轴箱的功用是支撑并传动主轴,使主轴带动工件按照规定的转速旋转。
(2)床鞍和刀架部件。它位于床身的中部,并可沿床身上的刀架轨道做纵向移动。刀架部件位于床鞍上,其功能是装夹车刀,并使车刀做纵向、横向或斜向运动。
(3)尾座。它位于床身的尾座轨道上,并可沿导轨纵向调整位置。尾座的功能是用后顶尖支撑工件。在尾座上还可以安装钻头等加工刀具,以进行孔加工。
(4)进给箱。它固定在床身的左前侧、主轴箱的底部。其功能是改变被加工螺纹的螺距或机动进给的进给量。
(5)溜板箱。它固定在刀架部件的底部,可带动刀架一起做纵向、横向进给、快速移动或螺纹加工。在溜板箱上装有各种操作手柄及按钮,工作时工人可以方便地操作机床。
(6)床身。床身固定在左床腿和右床腿上。床身是机床的基本支撑件。在床身上安装着机床的各个主要部件,工作时床身使它们保持准确的相对位置。

C6150普通车床是能对轴、盘、环等多种类型工件进行多种工序加工的卧式车床,常用于加工工件的内外回转表面、端面和各种内外螺纹,采用相应的刀具和附件,还可进行钻孔、扩孔、攻丝和滚花等。普通车床是车床中应用最广泛的一种,约占车床类总数的65%,因其主轴以水平方式放置故称为卧式车床.
C6150普通车床为通用机型,操作方便,布局紧凑,是理想的加工设备,主要针对一些盘类及轴类零部件加工,在选型的时候,轴类零部件应考虑刀架上回转直径,而加工盘类零部件则反之应考虑卡盘上回转直径,特别对于一些细长轴加工应考虑机床整体刚性及共震,安装时应远离震源,必要时配合中心架和跟刀架完成产品的加工。
1、低频力矩大、输出平稳
2、高性能矢量控制
3、转矩动态响应快、稳速精度高
4、减速停车速度快
5、抗干扰能力强

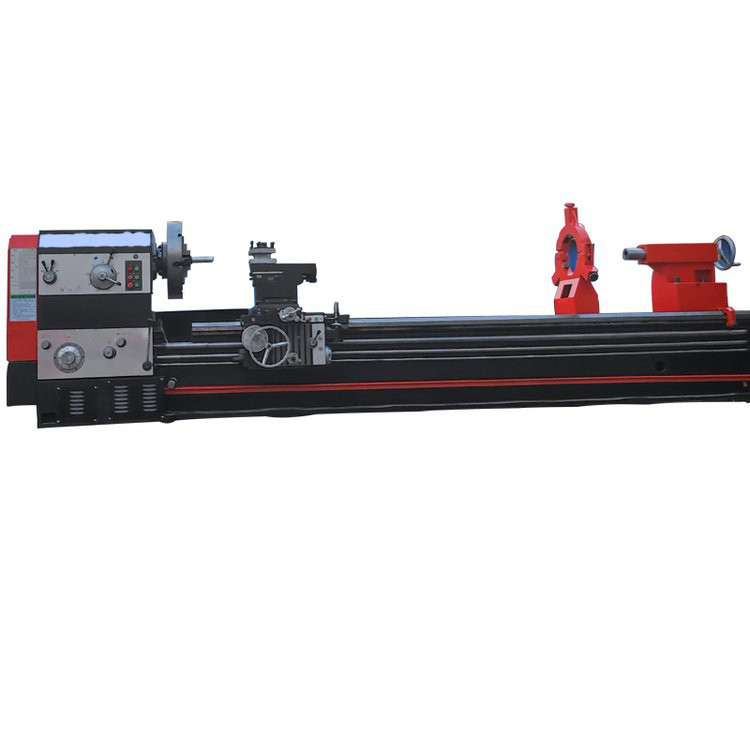
6163车床为普通车床,机床净重:3200,它的最大切削直径是630mm,但切削长度为一系列,这个长度的变化造成了车床净重的变化,大略情况如下:切削长度:750, 1000,1500,2000,3000,4000,5000,6000,7000, 8000, 9000, 10000(mm)。机床净重:3200,3400,3700,4200,4700,5800,6800,7800,9200,10600,12000,13400(Kg)。
cw6163是最大回转直径为630mm的卧式车床,C型意思为主轴孔直径130mm。
本车床主要用于车削端面、外圆、内孔、圆锥面及其它旋转体零件,可加工各种常用的公制、英制、模数和径节螺纹,并可承担钻孔、套料、镗孔等工艺。
结构特点:
1.床身采用大宽度侧壁双筋板、内筋板采用箱形和斜筋组合结构,整体刚度比单壁门形筋结构提高三分之一。
2.操纵集中,溜板设有快移机构,用单手柄形象化操纵;主轴正反转转换及刹车采用液压控制。
3.车床结构刚度与传动刚度均较高,精度稳定,并能进行强力切削。
4.床身导轨下滑面采用TSF耐磨镶层结构,运动轻便灵活,寿命长;润滑系统为箱外循环,提高了加工精度。
5.主轴孔为104mm(C型为130mm);尾座装有刻度盘和刻线,使用直观;机床外形整齐美观,易于擦拭和维护。

6180车床功率大、刚性强、主轴调速范围广,适用于强力或高速切削,可以车削端面、外
圆、肉孔以及公制、英制、樟数、径节各种螺纹,并可承担钻孔、套料、镗子等工艺。主轴的制动及正反转变向是液压控制,刹车灵敏可靠,可用按钮不停车变换一级速度。头箱内用压力油制润滑,主轴转速范围具有数种,供用户选择。溜板箱内有安全机构,可防止车床因过载而损坏。上刀架可以机动车削短的锥体,纵向进给与上刀架进给的复合运动可机动车削长的锥体,床身导轨经表面淬火,以提高导轨的寿命。车床的操纵手柄集中,使用方便灵活。
6180车床主要部分的名称和用途
1.车头部分
(1)主轴箱用来带动车床主轴及卡盘转动。变换箱体外面的手柄位置,可以使主轴得到各种不同的转速。
(2)卡盘用来夹持工件,并带动工件一起转动。
2.挂轮箱部分
用来把主轴的转动传给进给箱。调换箱内的齿轮,并与进给箱配合,可以车削各种不同螺纹的螺纹。
3.进给部分
(1)进给箱利用它的内部齿轮机构,可以把主轴的旋转运动传给丝杠或光杠,变换箱体外面的手柄位置,可以使丝打或光打得到各种不同的转速。
(2)长丝打用来车削螺纹。它能通过溜板使车刀按要求的传动比作很的直线移动。(3)光杠用来把进给箱的运动传给溜板箱,使车刀按要求的速度作直线进给运动。
沈阳数控车床,数控走心机机床,销售于一体的综合性企业,拥有先进的技术和先进的生产设备,为客户提供优质的服务,新到一批超精密数控车床,复杂加工专用,性能更稳定,维护成本低

沈阳普通车床,仪表车床,台式车床,理想的选择,益智创意,智力开发,可用于老少创作,销售安全,空间大,多车铣磨,铣钻变形,不易变形,磨磨率高,功能好,益智启发创意,可老少结合动手..

加工中心850机床主要结构及特点
1.加工中心850机床主要部件采用有限元分析进行优化,主要铸铁采用高强度铸铁金相组织稳定,经过时效、喷砂、回火等工艺确保机床长期使用精度的稳定性。
2.加工中心850机床机身底座、滑块、工作台、立柱、主轴箱等主要基础件采用高刚性的铸铁结构,金相组织稳定,在内部分布着网状结构的加强筋,保证了基础件的高刚性和抗弯减震性能;基础件采用树脂砂造型并经过喷砂回火震动实效处理,确保机床长期使用精度的稳定性,为机床性能的稳定性提供了保障。
3.加工中心850机床A字形跨式结构,结构为三维变径优化处理,减轻了机床强力切削时的震动、使机床刚性更好。
4.加工中心850机床高速高刚性主轴单元结合伺服主轴电机;X/Y/Z采用大扭矩伺服电机。X/Y/Z采用台湾高精度高强度滚珠丝杠配合日本NSK轴承与高精密进口锁紧。X/Y/Z三向导轨采用硬轨道设计,固定面采用超高频淬火工艺处理经过精密磨削;滑动面采用高强度耐磨材塑带镶贴处理。Y向导轨为四轨道设计(含辅助导轨)大大增加了机床的刚性与强度。

1.vmc855加工中心机床立柱采用“人”字形结构,y向电机后置;底座结构增加了机床防漏接水扩展边,提高了整机防水防漏。
2.导轨面经过超音频淬火,硬度超过hrc45°,并由进口导轨磨床进行高精度磨削加工,使得机床具有极好的精度保持性;且导轨、主轴锥孔及工作台面的淬火等方面拥有专有技术,大大保证了机床精度的稳定性和可靠性。
3.主轴轴承采用进口预压高精度斜角滚珠轴承,给予主轴最大刚性和最高精度;klubrnbu15油脂润滑,整套主轴在恒温条件下组装完成后,均通过电脑平衡校正及跑合测试,使得整套主轴的使用寿命长,可靠性高。

1160加工中心结构:
1.机体采用独创的三维变径结构设计,经有限元分析,使机体结构得到更大程度的优化,确保机体稳定可靠,又能防止机体变形,大而提高机床使用寿命。
2.滑座采用箱体式设计,箱体内部密实的加强筋排列,使机体精度的保持性成倍增加。
3.立柱采用我们独创的“驼背”式设计,有效的防止机体变形问题,且大大增强了主轴在高点位置的刚性。
4.工作台采用双层加强型设计,工作台厚度的增加,有效的隐藏了直线导轨滑座的安装对工作台的干涉,进一步增强了刚性。
5.X\Y\Z轴导轨都采用大跨度比的方式,在整体上增加了机床的重量,进而提高了机床的稳定性。
6.滚珠丝杠螺母为加长型设计,丝母的预紧力得到了有效的提高,大大延长机床的使用寿命与精度的保持性。
7.滚珠丝杠采用预配锁紧螺母结构,有效防止锁紧螺母松动。
8.采用我们独创的主动式润滑系统,由数控系统直接控制油泵出油,真正做到了按需注油,并且可以感知机床油路所产生的问题及时为客户产生预警防止机床损坏。
9.采用支撑式滑轮组内防护设计,使内防护在运动时,始终与导轨保持平行,不易产生变形,提高了防水性, 延长了使用寿命。
10.每台机床都要根据客户的用途,进行配比Z轴的配重的重量。针对性的优化机床与客户所做产品的之间的问题。
1370数控加工中心结构设计:
1. 床身
1370数控加工中心采用高级树脂砂铸造及箱型结构设计制造而成,经时效处理消除内应力,材质坚韧,加上箱型结构设计,高刚性机体结构,使加工中心具有足够之刚性及强度整机展现耐切削能力及精度高之特性。
2. 传动轴
X/Y/Z轴均采用线性线轨滑轨设计。立柱、鞍部、头部及底座,由高级树脂砂铸造及箱型结构设计制造而成,经计算机分析加强肋的配置,提高刚性及稳定性。
3. 丝杆
三轴均采用高精度双螺帽预压之精密滚珠螺杆,配合两端支撑座的锁拉设计,能消除传动背隙并预先补偿温升造成之误差,确保定位精度。
4. 主轴马达
采用高转速马达,使加工中心在高速、低速及轻、重切削都有非常好的表现(功率达15/18.5KW)。
5. 主轴头
VMC1370数控加工中心采用高精度、高刚性之主轴头,它能承受径向与轴向负荷的重切削及长时间重切削加工,并能维时加工高度精度。
6. 刀库(选配)
采用斗笠式/圆盘式刀库,提供快速、平稳、可靠的刀具交换动作,由PLC软件控制,快速的速成换刀动作,减少非切削时间。
7. 电气箱
电气箱装有热交换器,确保系统稳定,外部配线部分有保护蛇管,能耐热、耐油水。
8. 润滑系统
采用自动脱压式润滑系统集中给油,以先进脱压间歇式供油系统,以定时、定量、定压、个别方式提供每个润滑点适时、适量之给油,确保每一润滑位置确时得到润滑油,使加工中心长时间运作无后顾之忧。
9. 全密式板金
在现今环境保护及对操作人员安全考虑强烈要求下,VMC1370数控加工中心的板金设计着重于外观美、环保及合乎人体工学。全密封式板金设计,彻底防止切削液及切削液飞溅于加工中心外,使加工中心的周围可保持干净。
1580加工中心特点:
1、底座、滑座、工作台、立柱、主轴箱等主要基础件采用高刚性的铸铁结构,在内部分布着网状结构的加强筋,保证了基础件的高刚性和抗弯减震性能;基础件采用树脂砂造型并经过时效处理,确保机床长期使用精度的稳定性,为机床性能的稳定性提供了保障。
2、X、Y、Z向导轨均为高刚性滚柱直线导轨,配合自动强制润滑,运动的摩擦阻力极小,无低速爬行现象,机床精度寿命高;
3、Z向加配重块平衡,配中央通道导向设计,保证主轴箱快速移位时,不产生晃动,确保运动精度;
4、X、Y、Z三个方向进给采用大螺距高精度高强度的滚珠丝杠,进给速度高;伺服电机利用弹性联轴器与丝杠直联,进给伺服电机直接将动力传递给高精度滚珠丝杠,保证机床的定位精度;
5、采用台湾知名品牌高速、高精度、高刚性主轴单元,轴向和径向承载能力强,转速达8000rpm;
6、主轴可配置高性能温度控制系统,将主轴产生的热量带走,使主轴单元温度与室温保持平衡,大大降低了热变形对主轴回转精度的影响,延长主轴的使用寿命;
7、X、Y、Z三个方向导轨、丝杠都采用密闭防护,保证丝杠及导轨的清洁,确保机床的传动及运动精度;
8、机床外防护采用全封闭机构设计;安全可靠;
9、采用台湾高质量的高速自动换刀刀库,换刀准确,时间短,效率高,经百万次运转测试,符合可靠性要求;可配置推进斗笠式或圆盘式刀库
10、机床操作系统采用人体工程学原理设计,操作箱独立设置,接近操作者,配装手持式电子手轮操作盒,方便对刀;
11、采用先进的集中自动润滑装置,定时、定量的自动间歇式润滑,工作稳定可靠;
12、机床配套知名CNC控制系统,功能齐全、操作简便,精度稳定、可靠;
13、电气系统采用变压器与控制系统分离设计结构,降低热量的产生,减少电气箱温度变化,提高电气件的使用寿命及系统控制的可靠性;
14、先进的控制系统,高质量、高性能、全功能,实现更高生产率与舒适性;
6150车床
◆整机结构紧凑、外形美观宜人、主轴大扭矩、高刚性、性能稳定可靠、具有优良的精度保持性。
◆床头箱优化设计,适合盘类、轴类零件的车削加工,可以进行直线、圆弧、公英制螺纹、
多头螺纹的加工,能适用于车削形状复杂和精度要求高的盘类、轴类零件加工。
◆机床采用整体床身,导轨和滑鞍导轨都采用特殊性材料的硬导轨,经高频淬火,超硬耐磨,
经久耐用、加工
精度保持性好。
◆数控系统采用广数系统GSK980系统,采用国产名优滚珠丝杠及高精度丝杆轴承。
◆采用高精度主轴轴承组且经精密装配和动平衡测试的主轴,保证主轴精度高的。
6180车床
1、6180数控车床精度高,主轴采用哈尔滨轴承高精密度双滚珠轴承支承,噪音低,精度高,稳定性好。2、可车削各种回转表面,如圆柱面、圆锥面、特形面等,并能进行切槽、车螺纹、镗、铰加工,效率高,适用性强。3、床身导轨经超音频淬火后精磨,硬度高,刚性好。4、滚珠丝杆采用整体内循环丝杆,配对角接触球轴承支承并预紧。导轨、丝杆等采用集中自动润滑,具有运动灵活、5、电动四工位刀架采用精密齿盘定位,重复定位精度高。6、尾架具有快速凸轮夹紧装置,工作效率高。尾座套筒内有防止钻头旋转的装置,避免了因误操作引起的钻头旋转而损伤尾座套筒内孔锥度,有效的保护了尾座部件。7、数控系统采用GSK,凯恩帝,三菱,发那科等著名产品,可选用变频电机驱动或交流伺服电机驱动,也可根据用户要求选配其它系统。
8、易于操作,特别适用于复杂零件或对精度较高的大批量零件的加工.也是数控教学的首选
数控斜车
数控斜车是一种高精度、高效率的自动化机床。配备多工位刀塔或动力刀塔,机床就具有广泛的工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。
数控斜车的两根导轨所在平面则与地平面相交,成一个斜面,角度有30°,45°,60°,75°之分。斜床身数控车床的床身呈直角三角形。很明显,在相同导轨宽度的情况下,斜床身的X向拖板比平床身的要长,应用在车床的实际意义是可以安排更多的刀位数。斜床身数控车床的截面积要比同规格平床身的大,即抗弯曲和抗扭能力更强
稳定性好
需要加工过大零件一般采用斜床身或平床身斜导轨机床,因为中大型机床相应各部件也很大,特别是刀塔部位,采用斜导轨主要是为了克服重力有更好的稳定性来提高机床精度,在一些恶劣环境中就能体现斜身机床的优越性。
提高利用率
斜身机床能有效利用空间,大大减小了机床的平面占地位置。
便于排屑
倾斜的导轨也便于将铁屑集中在排屑机上便于实现自动化排屑。切削下的铁屑带有很高的热量,积聚在导轨上会使导轨受热变形,使工作精度发生变化,在批量化自动加工过程中会导致工件的批量报废